

To meet the constantly changing and high-quality welding requirements of today’s industries, to become more competitive, cost-effective, and to look after the improvement of the welders’ environment and working conditions without jeopardizing quality and safety, you will need technology that can keep up with the unique needs of each job.
Whether working in hard-to-reach areas or needing a solution for dynamic movement, Bug-O Systems products offer innovative solutions tailored to various welding positions. By leveraging our tools, your team can engineer more precise welds in a fraction of the time.
What Are the Basic Welding Positions?
Welding positions refer to the angle at which the welding takes place. The four basic positions are horizontal, flat, vertical, and overhead. Depending on the task at hand, operators must adjust their positions accordingly.
The most common types of welds are fillet (F) and groove welds (G). Fillet and groove welds can be done in any of the four positions listed above. As defined by the American Welding Society, a Fillet weld is: “A weld of approximately triangular cross section joining two surfaces at approximately right angles to each other in a lap joint, T-joint or corner joint.” Similarly, Groove Welds is: “A weld in the weld groove on a workpiece surface, between workpiece edges, between workpiece surfaces or between workpiece edges and surfaces.”
Both Fillet and Groove welds may require either partial or complete penetration. It is important to note that groove welds can also be performed on pipe which adds 1G, 2G, 5G and 6G to the previously mentioned welding positions for plate. The 5G position is one of the most commonly used in the pipeline industry and one of the most challenging welds for a number of different reasons.
Flat Position (1)
Flat welding, also known as 1F/1G, is done from the upper side of a joint. This position is typically used for larger plates or thicker materials. In this position, gravity is used to the process’s advantage in keeping the larger weld puddle in place. In many cases in the flat position, welding parameters can be increased to provide higher weld size deposition and faster travel speeds. The flat position reduces the risk of gravity pulling the molten metal out of the joint.
Horizontal Position (2)
In the horizontal welding position, the weld axis is almost fully horizontal. Fillet welds (2F) are done against a nearly vertical surface with the base flat, similar to welding a corner where a wall meets a floor. Groove welds (2G) are performed with the axis of the weld horizontal but the surface being welded upon being vertical, like welding across a wall.
For a groove weld, this position can be slightly more challenging than the flat position, as gravity tends to pull on the puddle, and it is harder to keep it in control. To combat this, operators favor the top edge of the joint slightly with their work angle and ensure the welding parameters being used are correct for the position. Lower deposition rates and higher travel speeds are appropriate for the horizontal position.
Vertical Position (3)
The vertical welding position is done in one of two directions: vertical-up or vertical-down. In both positions, there’s a risk of the weld puddle being pulled out of the joint by gravity. Operators must take extra precautions to ensure a satisfactory weld. In this position travel speeds are slow with lower wire feed speeds and often reduced their voltages.
Vertical-up welding, 3F/3G, is the most common of these two positions. It’s often used when welding bigger and heavier weldments that are too large to reposition into the flat or horizontal position. Welding torch angle and travel angle are critical in vertical up welding.
Overhead Position (4)
The overhead welding position, 4F/4G, is the most difficult position of the four because the force of gravity works against the weld puddle. This position requires more skill to keep the molten metal in place and can be more physically demanding for operators. Welding overhead often requires lying on your back or working with your arms over your head and using a torch from below.
The key to successful overhead welding is to keep the puddle small and manageable. If the weld puddle gets too large, operators must momentarily pull away from the joint to allow it to cool before resuming work. This can result in defects in the weld.
Do Bug-O Products Facilitate These Different Welding Positions?
Yes, Bug-O Systems offers tools and systems ideal for each welding method and position including flat and curved plates and pipes. Our products make it easier for operators to manage their welds regardless of the position they’re working in. By leveraging our tools, your team can engineer more precise welds in a fraction of the time with higher quality, consistency and better ergonomics and working conditions for the welder.
GO-FER® IV
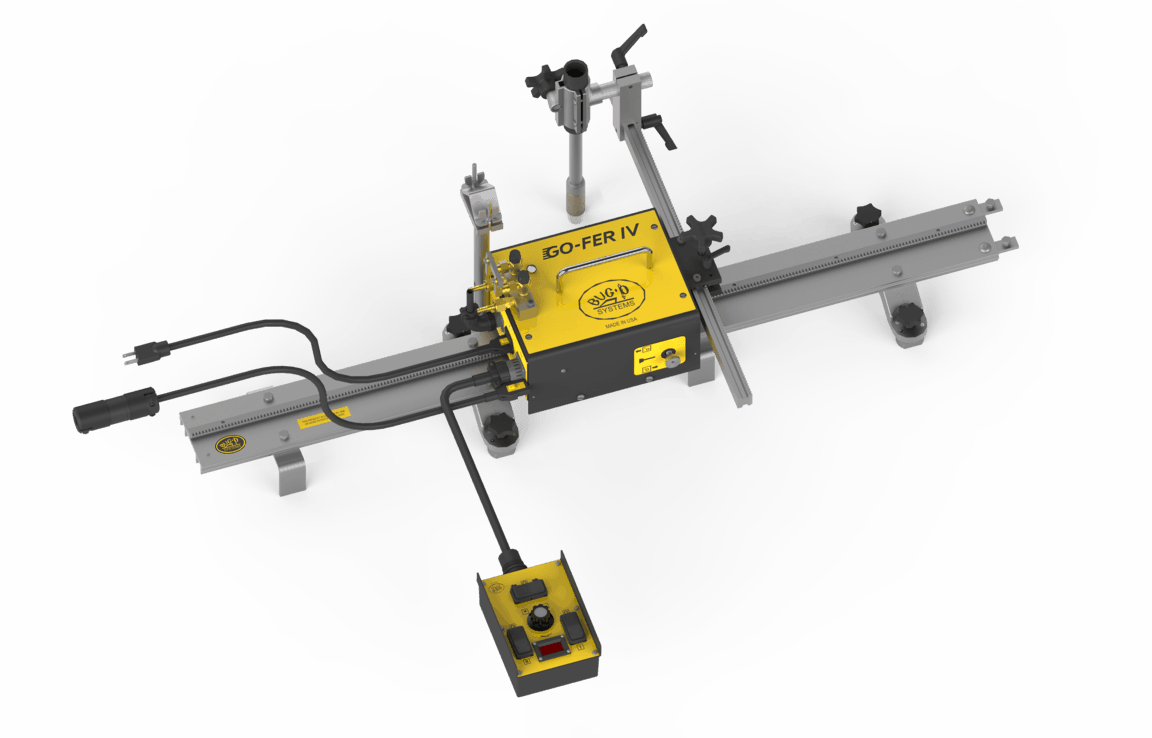
The GO-FER® IV is the perfect tool for most of your welding, oxy cut and plasma cut needs. This portable, versatile, and robust tractor can be used in any position providing you with everything you need for in-process torch adjustment of the vertical and horizontal plane, including the welding support and torch.
In order to reduce process time, a dual torch accessory can be added to weld or cut with two different torches at the same time.The fits-all clamp will accept and accommodate any hand-held or machine barrel welding gun, allowing you to position the gun at any angle. The built-in trigger contactor allows you to activate the wire feeder from a switch.
Are you welding or cutting non magnetic materials? No problem, substitute the magnets on the rails for suction cups and you will be able to use pretty much all BUG-O track welding or cutting products on stainless steel aluminum, or galvanized plates with a thick content of Zinc or other non magnetic materials on the surface.
Universal Bug-O-Matic
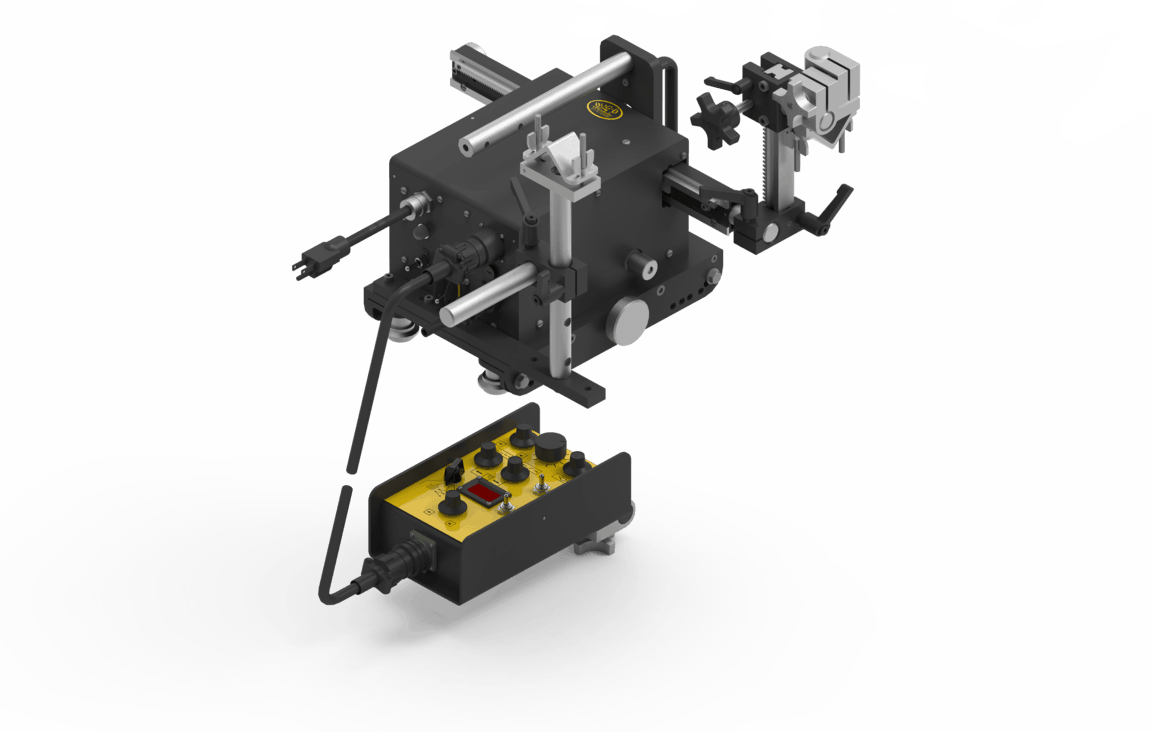
The Universal Bug-O-Matic offers precision and efficiency in any welding position. Its powerful drive and oscillator are built into one compact unit, allowing for easy handling by a single operator. It can be used for vertical and overhead welds and can be easily adjusted to accommodate different rails, such as rigid, semi-flex, hi flex and ring rails for working as an orbital system on pipes. It can also be adjusted for travel speed, amplitude, oscillation speed, and dwell left and right. With the Universal Bug-O-Matic, you can get precise welds regardless of the position you’re working in.
K-BUG 3000 & K-BUG 3000-BAT
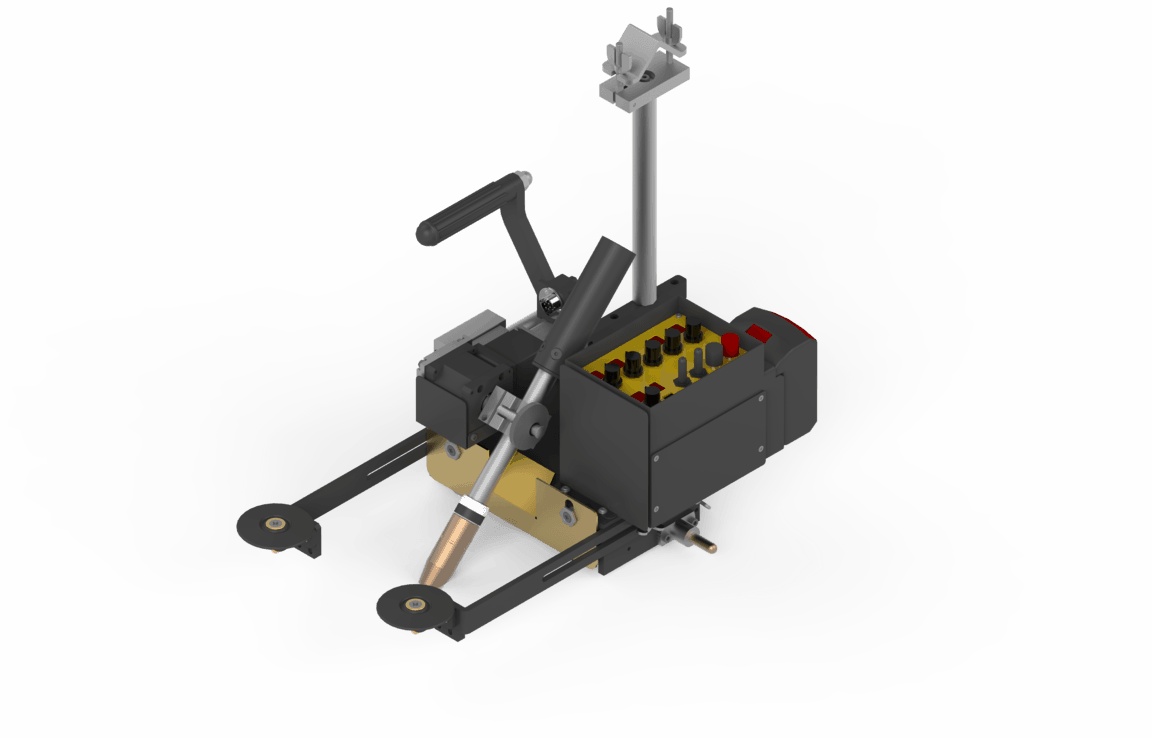
The K-BUG 3000 and the K-BUG 3000-BAT are digital, compact, heavy-duty fillet welders. They feature oscillation designed for welding fillet joints with a lightweight, portable carriage utilizing powerful magnets and guide wheel clamps to track directly to the workpiece. The compact design of these machines allows them to fit in confined spaces, making them ideal for vertical and overhead welds and flat or horizontal joint positions. By taking the gun out of the operator’s hand, there is less fatigue for the welder and a more consistent weld.
Rely on Mechanized Solutions for Your Welding Needs
When you need to weld in any position, trust Bug-O Systems for your mechanized welding solutions. We have the tools and systems that make it easier for operators to manage their welds, no matter how tricky the job may seem.
With our track, trackless, weave, and circle welding capabilities, we can provide total welding automation of any procedure. Contact us today to see how we can help streamline your operations and get the job done right!
With over 75 years of experience in the industry and a commitment to innovation, Bug-O Systems is the go-to source for precision mechanized welding solutions.
Types of Welding Processes Bug-O Equipment Facilitate
Difference Between Welding Mechanization vs. Automation
The Importance of a Proper Weld Setup for Fabrication
Shipbuilding Welding Process: Main Types and How to Improve Production
Pressure Vessel Welding: What Is It and How It Helps in Fabrication
Recent Comments