

In today’s rapidly evolving industrial landscape, fabricators across various sectors face the ongoing challenge of enhancing productivity while maintaining exceptional quality standards. As technology advances, it becomes imperative for these industries to explore innovative solutions that can optimize their production processes. One such solution that has gained significant attention is mechanized welding.
This in-depth article serves as a comprehensive guide for fabricators in the shipbuilding, resurfacing/rebuilding, plate fabrication, tank fabrication, pressure vessel welding, structural fabrication, and transportation industries. By delving into the intricacies of mechanized welding, we aim to equip readers with a detailed understanding of its benefits, applications, and implementation.
[ez-toc]
The Importance of a Proper Weld Setup for Fabrication
A proper weld setup is fundamental to achieving success in fabrication. It is the foundation for constructing sturdy and dependable structures, guaranteeing longevity and performance. Whether it’s colossal skyscrapers or intricate machinery, the reliability of every fabricated work hinges on the integrity of its welds.
The benefits of a proper weld setup in fabrication are numerous and significant. Here are some key points highlighting their importance:
Enhanced Weld Quality
A proper weld setup ensures correct welding parameters, leading to improved weld penetration, fusion, and overall quality. It minimizes the risk of defects, resulting in stronger and more reliable welds.
Increased Productivity
Streamlining welding operations through well-planned setups optimizes material selection, equipment utilization, and standardized procedures. This boosts productivity, shortens project timelines, reduces labor costs, and increases throughput.
Cost Reduction
A proper weld setup minimizes material waste, rework, and repairs. By achieving higher first-pass success rates, fabricators reduce post-welding corrections, lowering project costs and improving profitability.
Consistency and Reproducibility
Establishing consistent welding procedures and parameters ensures uniformity in quality and appearance across multiple welds. This is vital for industries with strict standards and regulations.

Improved Safety
A proper weld setup prioritizes safety measures, including adequate ventilation, proper personal protective equipment (PPE), and adherence to safety guidelines, reducing the risk of accidents, injuries, and health hazards.
On the other hand, failing to establish a proper weld setup can have detrimental consequences such as the following:
Poor Weld Quality
Improper weld setup leads to inadequate fusion, incomplete penetration, and weak welds, compromising joints’ strength, integrity, and durability.
Increased Rework and Repairs
Improper setup often requires additional rework and repairs, resulting in additional costs, disruptions to production schedules, and decreased customer satisfaction.
Waste of Resources
Improper setup contributes to excessive material waste, consuming more time, effort, and consumables, which adds unnecessary costs and raises environmental concerns.
Compromised Safety
Neglecting safety considerations during weld setup increases the risk of accidents, injuries, and health hazards, impacting the well-being of welders and other personnel.
Non-Compliance with Standards
Improper weld setup can lead to non-compliance with welding standards and codes, resulting in failed inspections, legal consequences, and damage to the fabricator’s reputation.
A proper weld setup is crucial for fabricators in various industries, enabling them to produce high-quality, reliable, and cost-effective fabricated products while prioritizing safety and compliance with industry standards.
What Is Mechanized Welding?
The American Welding Society predicts that mechanized welding will represent 20% of all welds by 2026, primarily due to a shortage of skilled operators. For fabricators, mechanized welding is the future of their welding operations, and they embrace this advanced technological solution.
Mechanized welding involves controlling welding parameters, such as stick out, welding angles, and speeds, through mechanical and electronic means. These parameters can be manually adjusted during the welding process under the supervision of an operator.

Mechanized welding systems comprise electronically controlled devices connected to a welding power source and wire feeder. These systems can travel along a predetermined welding path on a track or the workpiece. This flexibility allows for easy setup and utilization in various positions, including flat, horizontal, vertical, or overhead, and different weld joint configurations like fillet, groove, or overlap welds.
The portability, precise speed control, and wide range of accessories and configurations make mechanized welding systems highly versatile. They can work with diverse base materials, joint configurations, welding positions, and plate geometries. As a result, they offer a more efficient and adaptable alternative to manual and fully automated welding systems.
Difference Between Welding Mechanization vs. Automation
Welding mechanization involves using specialized equipment, such as welding carriages, motorized positioners, rotators, and manipulators, to improve the accuracy and consistency of the welding process.
On the other hand, welding automation involves fully automated machines performing welding tasks without human intervention. It can handle various weld processes, control welding parameters, and provide consistent results.
Fabricators and manufacturers should consider the following key differences between mechanization and automation when deciding which approach suits their business:
- Human Operation: Mechanization involves machines controlled by human operators, while automation uses robots programmed to perform tasks with minimal human input.
- Production Time Frame: Automation can operate continuously, 24/7, whereas mechanization requires human presence to operate the machines.
- The margin of Error: Robotic welders eliminate operator error and provide consistent results, but accurate parts and precise tooling are essential for successful welding.

By understanding these differences, fabricators can make an informed decision about implementing welding mechanization or automation based on their specific requirements and production goals.
Types of Welding Processes Bug-O Equipment Facilitate
Thanks to the advancements in this industry, today, we have access to several processes, each with its own advantages, depending on the specific job requirements. The following are the three types of commonly used welding processes:
Gas Metal Arc Welding (GMAW)
Also known as Metal Inert Gas (MIG) welding, GMAW is a versatile process used in the manufacturing, fabrication, and repair process. It offers ease of learning, high welding speeds, and high-quality welds.
GMAW utilizes a continuous feed wire electrode and a shielding gas to protect the weld from atmospheric contamination. The choice of shielding gas depends on the material being welded.
Flux Cored Arc Welding (FCAW)
FCAW employs a tubular wire electrode with a flux powder inside. The flux serves multiple purposes, including shielding the weld, adding alloying elements, and generating slag to prevent contamination. FCAW can be categorized as Gas Shielded (FCAW-GS) or Self Shielded (FCAW-SS), depending on the use of an external gas source for shielding or the flux powder’s ability to generate its own shielding atmosphere. FCAW is commonly used for welding thick materials that require high deposition rates.
Submerged Arc Welding (SAW)
SAW utilizes a continuously fed electrode and a powdered flux to create a protective gas shield and slag. The electrode is submerged beneath the flux, and the heat generated by the electric arc melts the flux and base metal, resulting in a strong welded joint. SAW is often employed for applications that demand high-quality welds, such as welding pressure vessels, pipes, and structural steel. It offers high deposition rates, deep penetration, and low heat input. However, SAW requires heavy and costly equipment and is less versatile than other welding processes.
For these processes, the Bug-O equipment recommended for each application are:
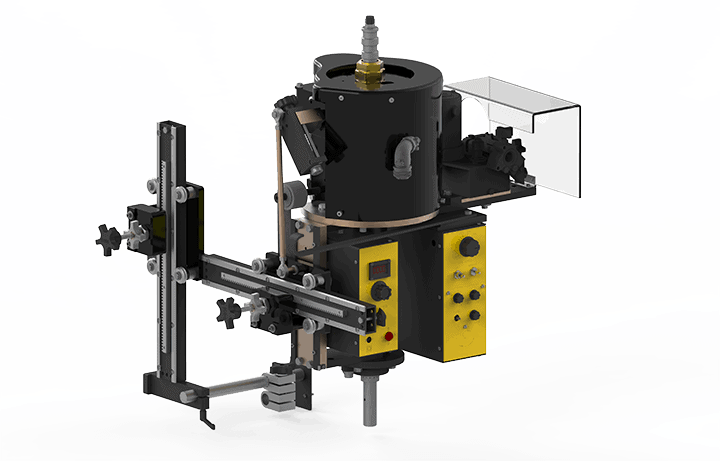
- The CW-5 Circle Welder is designed for welding couplings or nozzles on pipes and vessels using GMAW or FCAW with a gas shield.
- The CW-5AX offers the same features and is available for SAW, GMAW, or FCAW processes.
- The CWE-5 with Remote Control allows adjustment of rotation speed, wire feed speed, and other settings.
- The CWE-5AX provides similar features as the CW-5AX.
- The CW-7 Circle Welder is suitable for GMAW, FCAW, or SAW welding on vessels and domed heads. It accommodates a working range of 6″-24″ and carries 60 lb. spools of wire.
- The CWE-7 has the same capabilities and includes a digital readout for rotation speed and additional control features.
Bug-O Products that Support Different Types of Welding Positions
Welding positions are crucial in determining the angle at which welding occurs. The four basic positions are horizontal, flat, vertical, and overhead.
Different types of welds, such as fillet and groove welds, can be performed in these positions. Fillet (F) welds involve joining two surfaces at right angles, while groove welds (G) are performed in the weld groove on a workpiece surface. Groove welds can also be done on pipes in addition to plates.
Flat Position (1)
The flat position, also known as 1F/1G, involves welding from the upper side of a joint. Gravity aids in keeping the weld puddle in place, allowing for higher deposition rates and faster travel speeds.
Horizontal Position (2)
The horizontal position (2F/2G) requires careful control of the weld puddle against gravity, with operators adjusting the working angle and using appropriate welding parameters.
Vertical Position (3)
In the vertical position (3F/3G), welding can be done either upward or downward. Gravity risks pulling the weld puddle out of the joint, so operators must exercise caution.
Overhead Position (4)
Welding in the overhead position (4F/4G) is the most challenging due to gravity’s opposing force. Operators must skillfully manage the weld puddle to avoid defects, often requiring physical exertion and unconventional working positions.
Bug-O Systems offers tools and systems ideal for each welding method and position, including flat and curved plates and pipes. Our products make it easier for operators to manage their welds regardless of the position they’re working in.
GO-FER® IV
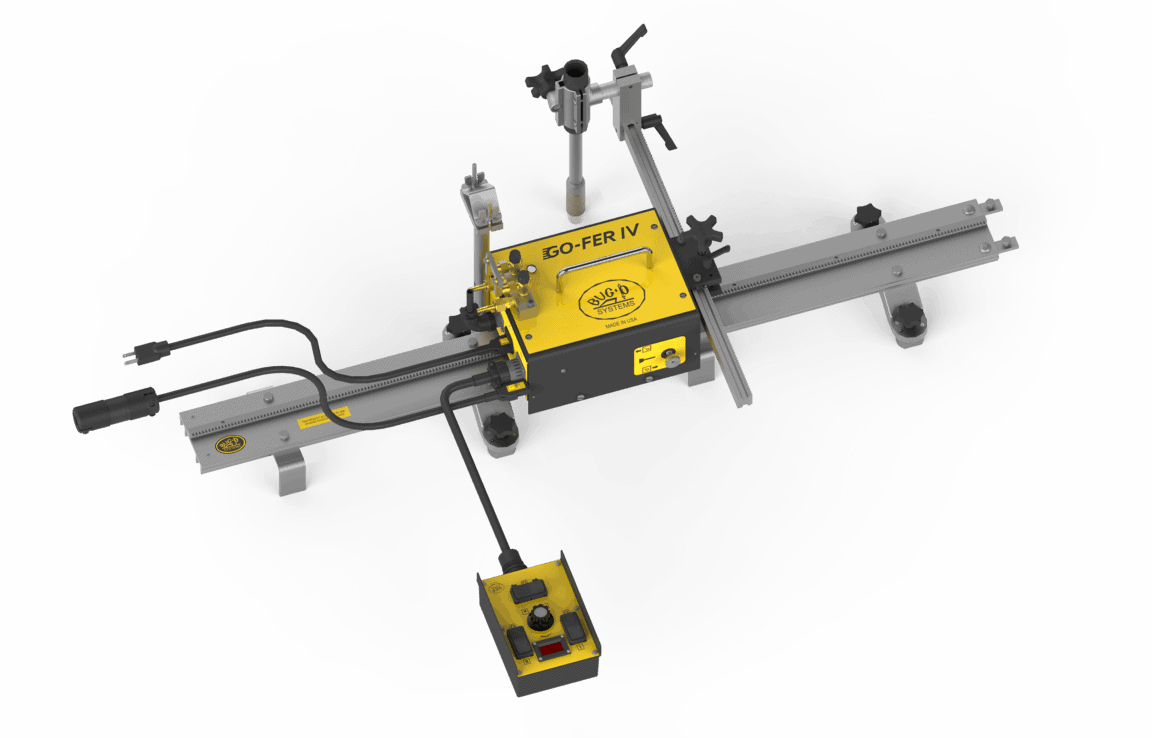
The GO-FER® IV is a portable tractor that facilitates in-process torch adjustment and can be used in any position. It allows for dual torch operation and accommodates different welding guns and torch angles.
Universal Bug-O-Matic
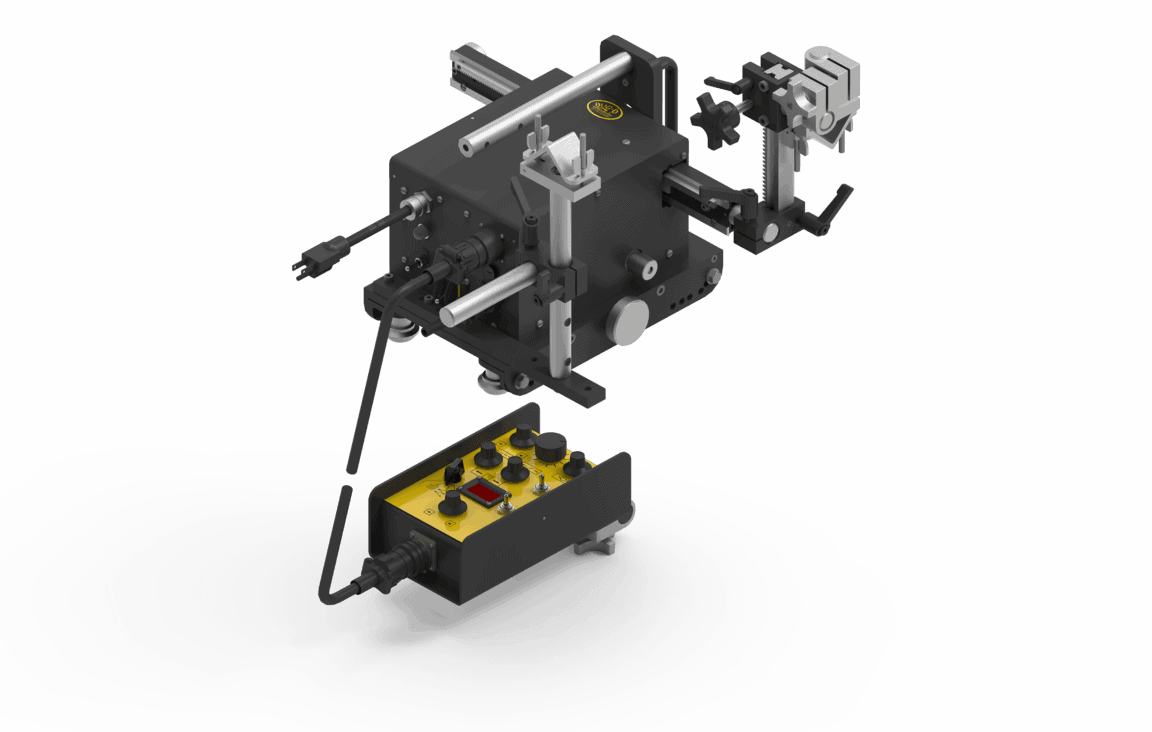
The Universal Bug-O-Matic provides precision and efficiency for welding in any position, with adjustable parameters for rails and travel speed.
K-BUG 3000 & K-BUG 3000-BAT
The K-BUG 3000 and the K-BUG 3000-BAT are compact fillet welders specifically designed for vertical, overhead, and flat or horizontal joint positions. These machines feature oscillation and are equipped with magnets and guide wheel clamps for accurate tracking. Reducing operator fatigue and ensuring consistent welds enhance welding performance in confined spaces.
Types of Welding for Manufacturing Companies
Understanding the different types of welding available for manufacturers is crucial for successful projects. Choosing the appropriate welding method allows you to efficiently and cost-effectively join materials while ensuring strength and durability. Knowing how each type should be applied can also help avoid costly errors.
Welding methods vary depending on the materials being joined. Here are some common types of welding used in manufacturing:
Flux Cored Arc Welding (FCAW)
FCAW is a semi-automatic process similar to MAG welding. It involves using a continuous wire-fed electrode and a constant voltage welding power supply to create an electric arc between the electrode and the base material. FCAW is effective in producing strong welds in a wide range of materials, from thin sheet aluminum to thick section stainless steel.
Gas Metal Arc Welding (GMAW)
GMAW is a welding process where an electric arc forms between a continuous feed wire (electrode) and the base material (plate to be welded). This arc heats up the wire and the base metal, causing them to melt and fuse together.
A shielding gas is required to protect the weld from exposure to oxygen, hydrogen, and other gases in the air. These elements can lead to various issues if they interact with the weld.
How to Increase Production in Manufacturing Through Welding Mechanization
Welding mechanization allows manufacturing companies to enhance productivity, cut costs, and improve weld quality. Here are key points illustrating how welding mechanization can increase production:
1. Enhanced Operator Conditions
Mechanization reduces operator fatigue by eliminating awkward positions and repetitive motions during long shifts.
2. Consistent Weld Quality
Mechanized welding ensures consistent weld quality and strength, as it is not limited by human dexterity. The precision and repeatability of mechanized operations minimize defects and meet customer specifications.

3. Precise Speed and Path Control
Mechanized systems deliver consistent results with regulated travel speeds, surpassing the accuracy and repeatability of manual welding.
4. Reduced Material Handling Costs
Mechanized systems minimize manual handling of components by bringing the machines to work, reducing labor costs and the risk of contamination. This leads to higher-quality welds in less time.
5. Decreased Distortion and Heat Loss
Mechanized welding systems provide precise welds with reduced distortion and heat loss, resulting in lower rejection rates.
6. Rapid Return on Investment
Welding mechanization quickly delivers a return on investment by lowering operational costs and increasing production, making it beneficial for welding-intensive industries.
How to Reduce Fabrication Costs Through Mechanized Welding
For big enterprises, discovering new ways to reduce operational expenses costs is a pillar to maintaining liquidity. From our experience of alliances with big enterprises to help them enhance their costs, these are the forms in which mechanized welding has helped them achieve that goal:
Decreased Manual Labor: Mechanized welding systems accelerate welding procedures, minimizing the need for manual labor. Skilled welders are freed from repetitive welding tasks, reducing labor hours and associated costs.
Enhanced Productivity: Mechanized welding systems operate continuously and consistently, eliminating breaks and fatigue. This allows for extended work periods without rest or shift changes, maximizing output per labor hour and lowering overall labor costs per production unit.
Streamlined Operator Training: Mechanized systems require less operator training than manual welding. Once set up and programmed, operators primarily monitor the process and make necessary adjustments. Extensive training programs for manual welders are thus minimized, saving time and costs.
Optimal Workforce Allocation: Automating the welding process enables skilled welders to focus on more intricate tasks that require their expertise, such as weld inspection, quality control, and process optimization. This strategic allocation of workforce resources increases manufacturing efficiency and adds greater value to the business.
Consistent Weld Quality: Mechanized welding systems deliver uniform and precise welds that adhere to pre-programmed parameters. This reduces the need for manual weld inspection and rework, resulting in fewer labor hours dedicated to correcting weld defects and improving overall weld quality.
Decreased Labor-Intensive Operations: Mechanized welding systems excel at handling labor-intensive and time-consuming tasks involved in manual weldings, such as welding large or lengthy components. Automating these operations significantly reduces labor costs associated with performing these tasks manually.
Shipbuilding Welding Process: Main Types and How to Improve Production
Quality welding is crucial in shipbuilding as it ensures vessel durability, safety, and overall quality. It is involved in various aspects of ship construction, including the structure, piping, and electrical systems.
Common types of welding processes used in shipbuilding include:
- Flux-Cored Arc Welding (FCAW): FCAW is suitable for thicker materials and high-strength steel
- Gas Metal Arc Welding (GMAW): GMAW is ideal for thin materials and aluminum/stainless steel
- Submerged Arc Welding (SAW): SAW is effective for welding thick materials such as ship hulls and decks.
Best practices for shipbuilding welding process production include:
- Using proper welding procedures that meet industry standards
- Adhering to safety standards, conducting regular inspections of equipment and materials
- Monitoring weld quality through inspections and testing
- Providing proper training to workers and maintaining cleanliness in the work area to prevent accidents and ensure equipment functionality.

Pressure Vessel Welding: What Is It and How It Helps in Fabrication
Pressure vessels are crucial in petrochemical, oil and gas, and food and beverage industries. They are designed to contain substances under high pressures and temperatures. Welding is a vital part of pressure vessel fabrication, with different techniques used depending on materials and requirements.
The fabrication process involves the following steps:
- Design and Engineering: Determining vessel dimensions, capacity, materials, and pressure/temperature ratings.
- Material Selection and Preparation: Choosing materials like carbon steel, stainless steel, and alloys, then cutting, forming, and machining them.
- Welding and Assembly: Skilled welders use specialized techniques to join vessel components. Approved welding procedures and quality control ensure strong and reliable welds.
- Non-Destructive Testing (NDT): Testing welds for defects using ultrasonic testing, radiography, and magnetic particle inspection. Defects are repaired and retested.
- Surface Treatment and Finishing: Cleaning, deburring, and passivation improve corrosion resistance. Coatings or paint protect against external factors.
- Final Inspection and Certification: Thorough inspection to verify compliance with specifications, codes, and standards. Certification is issued upon successful inspection.
Access High-Quality and Efficient Mechanized Solutions

In conclusion, mechanized welding offers a promising solution for fabricators across various industries to enhance productivity and maintain exceptional quality standards. Regional brands can optimize their production processes by adopting mechanized welding processes and gain a competitive edge in the rapidly evolving industrial landscape.
At BUG-O Systems, we have been at the forefront of mechanized welding equipment since our establishment in 1948. Our equipment, born out of a need for mass production during World War II, has evolved over the years to serve various fabrication industries, including shipbuilding, plate fabrication, and structural fabrication.
Our inexpensive, modular, and portable machines allow fabricators to achieve precise path and speed control in any plane or position, resulting in greater efficiency, profitability, and high-quality cuts and welds.
To embark on the journey of mechanized welding and reap its benefits, we encourage regional brands to connect with our unparalleled distributor network.
Visit our Distributors Page to find a distributor near you and take the first step towards revolutionizing your production and quality standards.
Recent Comments