
News
Recent events and the latest developments pertaining to Bug-O Systems. Check out our Blog for additional information from Bug-O.

Manoel Ricardo Veloso Junior – New Representative for Brazil
Canonsburg, PA (February 11, 2025) – Bug-O is pleased to welcome Manoel Ricardo Veloso Junior to the BUG-O Sales Team. "We are excited to welcome a sales professional like Manoel to join our team, with such a broad depth of experience in the welding industry. Manoel...

The Importance of a Proper Weld Setup for Fabrication
Regarding fabrication, a proper weld setup is the backbone of success. It's the foundation for building strong and reliable structures, ensuring their durability and performance. From towering skyscrapers to intricate machinery, every piece of fabricated work relies...

Pressure Vessel Welding: Main Types and How It Helps in Fabrication
Pressure vessels are essential equipment in various industries, including petrochemical, oil and gas, and food and beverage. These vessels are designed to contain gases or liquids at high pressures and temperatures, and their fabrication requires meticulous attention...

Bug-O Welcomes Keith Edge to Lead Manufacturing and Engineering Initiatives
Bug-O is pleased to welcome Keith Edge as Operations Director to lead Bug-O’s manufacturing and engineering initiatives. Keith is tasked with focusing on obtaining efficiencies and standardization in our manufacturing processes and leading the engineering team in the areas of product development and customer support.

Types of Welding Processes Bug-O Equipment Facilitate
If you're in the fabrication industry, you understand the importance of efficiency, safety, and profitability in your welding operations. Bug-O Systems specializes in manufacturing cutting and welding power tools designed to meet your specific needs, whether...

This April is Bug-O’s 75th Anniversary
This April marks a major milestone in the fabricating industry - Bug-O Systems is celebrating its 75th anniversary. For three-quarters of a century, Bug-O has been leading the way with innovative and reliable technology for industrial mechanization. From simple...
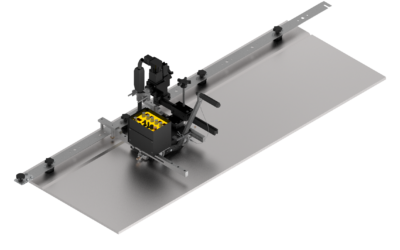
NEW PRODUCT ANNOUNCEMENT: K-BUG Guide Follower Arm Kits & Quick Adjust Rail
Canonsburg, PA (March 1, 2023) – BUG-O SYSTEMS is pleased to introduce two new accessories for welding butt joints with the KBUG 1200 and KBUG 3500. The Follower Arm Kits and Quick Adjust Guide Rail System expands the range of applications for the KBUG 1200 and KBUG...

Petr Stepanek to Lead Bug-O’s Strategic Initiatives in Europe
Bug-O is pleased to welcome Petr Stepanek to lead Bug-O’s strategic initiatives in Europe. Prior to joining Bug-O, Stepanek was employed by the Lincoln Electric Company, for twelve years as Technical Sales Manager, Czech Republic and Slovakia where he managed and developed business in this region. Leveraging years of experience in the welding industry combined with 25 years of business experience, Petr will drive organizational growth in the European market for Bug-O Systems.
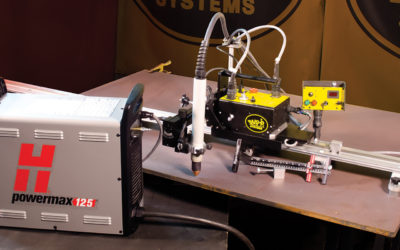
The DC IV MAX; the optimal solution for off table beveling & cutting.
Canonsburg, PA – Off table beveling creates bottlenecks in the fabrication production process. Fabrication shops often run out of space on the CNC table to cut and bevel plate due to the size of plate or the scale of the job. This issue is a bottleneck that slows...

Bug-O Announces the Hiring of Norman Galeana to Lead Latin America Focus
Canonsburg, PA (April 7, 2021) – Bug-O is pleased to welcome Norman Galeana to lead Bug-O’s strategic initiatives in Latin America. Prior to joining Bug-O, Galeana was employed by the Lincoln Electric Company, advancing during his seventeen years to the position of...
Get In Touch
CONTACT US!
Whether you have questions about our industrial pipe-cutting machines or are interested in buying and need to contact a distributor, we can help. Contact us by filling out our form below or giving us a call. At Bug-O Systems, we are ready to help you access high-quality and efficient mechanized solutions.
GET IN TOUCH
Our Address
280 Technology Drive
Canonsburg, PA 15317
Our Hours
Monday - Friday: 7:30am - 4:30pm ET
sales@bugo.com